By Lutz Müller, Bharat Forge Aluminiumtechnik, and Robert B. Wagstaff, Oculatus.
Introduction
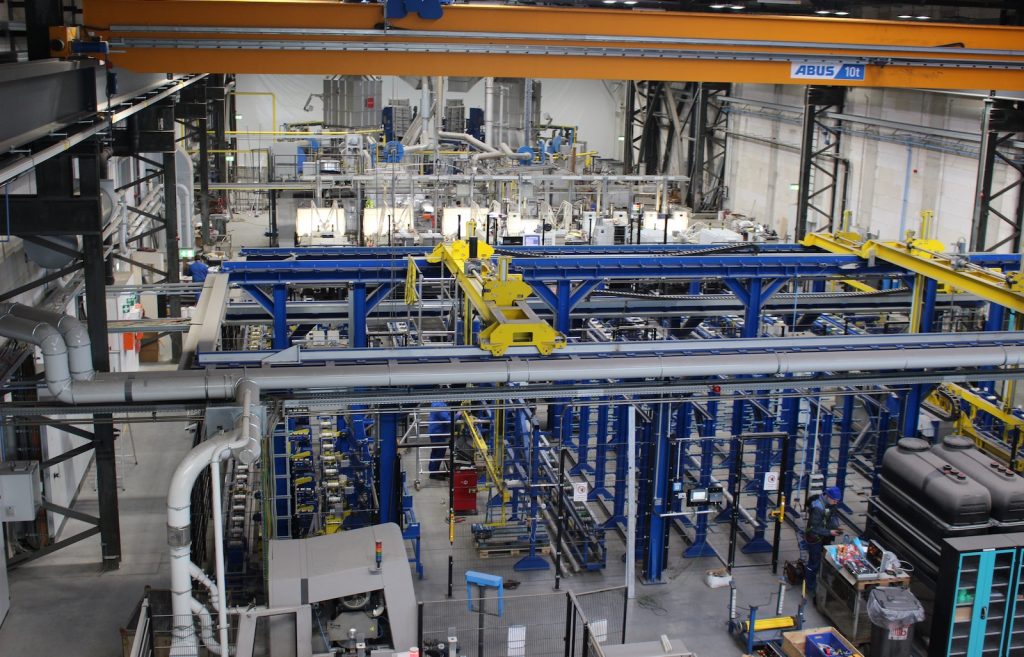
Bharat Forge Aluminiumtechnik (BF-AT), located in Brand-Erbisdorf, Germany, recently completed the construction of a new melting and casting facility in 2019. The new facility is capable of producing approximately 30,000 tonnes per annum of Horizontal Cast Material (HCM™), a forging stock product destined for the automotive market. The project scope included constructing a new building (Figure 1), which houses the necessary production equipment, including melting, transfer troughing, purification, filtration, solidification, segmentation, and quality control inspection. This included the installation of new equipment, while at the same time relocating existing equipment into the same building — without any interruption in material supply.

The project includes the installation of Novelis Flextreme™ technology in a twin configuration. Although Flextreme is a time-tested innovation, implementing it in the novel twin capability was still in the planning stages and risks remained. This project provided a necessary impetus to fully develop the design prior to the technology’s adoption at BF-AT. Normally the Flextreme technology casts one 50–150 mm diameter strand per withdraw belt. However, the new system is able to cast two 25–50 mm diameter strands, thereby allowing new diameter capability without sacrificing capacity.
This article presents an overview of the expansion project at the Brand-Erbisdorf facility, with information on its new process capabilities and capacity. In addition, it offers insight into the key metrics considered during the planning stage and some of the technological hurdles overcome during the journey.
Company History
The history of BF-AT began in 1996, when Carl Daniel Peddinghaus, the former owner of CDP, founded an aluminum division at the company, CDP Aluminiumtechnik. The CDP facility in Brand-Erbisdorf was transitioned from steel to aluminum, thus beginning the march to supply high-quality forging stock for the automotive market, which was just beginning to employ aluminum in some key components in upper-tier automobiles. In 2004, Bharat Forge Ltd., a company of the Kalyani Group located in Pune, India, purchased CDP Aluminiumtechnik — which became BF-AT.
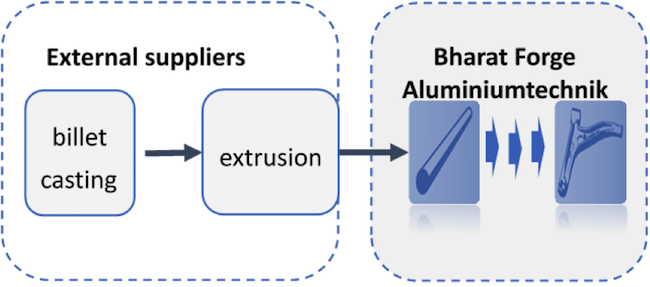
Aluminum forging companies during that period commonly used extruded stock as their material supply foundation (Figure 2). This involved a complicated supply stream, involving casting, extrusion, and scalping of the forging stock, and shipping to the forger, followed by the return shipment of process scrap for remelting. This supply stream was further complicated as competition for extrusion time was always balanced between high-volume, hi-margin extrusion profiles and the sometimes ad-hoc supply of small batch runs of rather uncomplicated ellipses for forging stock. In addition, the working capital associated with that era’s scrap return, melting, casting, homogenization, and extrusion shipping process made logistics and operations very difficult.
Since its start in 1996, the Brand-Erbisdorf facility had undergone significant modernization efforts designed to: automate the forging line and grow the plant’s capacity, as the automotive industry came to recognize the benefits of quality and supply security without sacrificing order flexibility. A significant investment was made in 2008, when the site installed a Flextreme casting system to produce HCM forging stock, with a capacity of 6,000 tonnes per year.
Project Background
Aluminum’s recent growth in the automobile forging market is principally in response to rebalancing the vehicles’ sprung weight. In some cases, substitution from cast aluminum or steel has gained favor as a result of the higher quality strengths an engineered forging offers. This growth has generated an unprecedented demand in an industry that was historically responsive but challenged in being able to secure enough material via its traditional supply routes at an economical price point. In addition to material supply concerns, highly efficient robots allowed highly capable automated forging lines to be developed to handle discrete, high-volume, low-weight components, while still retaining flexibility to handle moderate-to-low volume, high-weight components with minimal change over time. Therefore, BF-AT undertook the project in 2018 at Brand-Erbisdorf to integrate newly purchased equipment with existing equipment in order to best deliver anticipated automotive industry demand. As this was an operating plant, the company could not allow any disruption in existing quality and supply. At the same time, the company was providing additional material to Brand-Erbisdorf’s sister facility in Ennepetal, Germany, a steel forging line recently converted to aluminum.
Automotive companies continue to expect very high-quality aluminum forgings that eclipse the properties of other materials. Recognizing that the automotive industry will continue to expect increased performance and a reduced order-to-delivery cycle with a competitive price point, BF-AT adopted a vision in their manufacturing process to balance cost with flexibility in this market.
With the considerably larger production capacity for the 2018 project, compared to the earlier 2008 expansion, the company considered four possible process routes for the expansion. Assuming all four routes would be subject to the necessary quality control and slug preparation steps, the options included:
- Traditional large diameter melting, vertical direct chill (VDC) casting, homogenization and extrusion supply.
- Small diameter VDC casting, with and without homogenization.
- Small diameter horizontal direct chill (HDC) casting, with and without homogenization.
- Small diameter Novelis Flextreme HDC casting with and without homogenization.
Before considering the justification for capital expenditure, BF-AT needed to review any potential equipment issues, as well as the environmental needs, operator security, and long-term metallurgical or process stability from both an engineering and stockholders’ viewpoint. Once this was understood, the schedule from installation through commissioning and then from the ramp-up to the targeted capacity could be determined. This, coupled with the demands of the customer, would enable the company to designate funds for the project.
Environment
Today’s industry standards require that each metallurgical process be scrutinized with an eye to reduce the carbon footprint. Therefore, care and attention to the amount and type of process scrap, thermo-mechanical processing steps and the amount of prime material brought into the manufacturing process was a priority.
Operator Safety
Safety was a major consideration. Reducing human exposure to metal and machine interaction is key to reducing worker risk at the workplace. Operations requiring operator attention and presence should be reduced if not eliminated in any new facility design. All new processes should be fully equipped to operate digitally. In some cases, new logic and sensors coupled with any electro, hydraulic, or pneumatically operated mechanical equipment need to be developed to eliminate human and molten metal interaction. In most cases, temperature control, metal flow control, and key process variables need to be understood before standardizing those metallurgical features and certifying excellent as-cast surfaces.
Metallurgy and Process
All new equipment being considered should have a firm foundational structure guiding the technology’s intellectual assets and metallurgical and process aspects. Key attributes taken into account included the following:
- Protection of the process, equipment design, and the products delivered from the equipment to prevent unwarranted process dissemination.
- Factory acceptance testing, pre-installation, and startup training along with product acceptance testing should be an integral part of pre-startup or commissioning phases.
- Startup or commissioning periods should be designed to not only commission the equipment but to train new operators as key process variables are set.
- Critical spares and spare parts should be purchased prior to startup to ensure commissioning and post-commissioning production ramp up can be completed without costly gaps or product supply surprises that could jeopardize credibility with customers or stockholders.
- Ongoing training programs, along with operational manuals, should be well noted and referred to regularly.
Capital Expenditure
The capital expenditure associated with each of the process routes under consideration varied significantly when considering the annual capacity. The large diameter VDC route generally has an economic go/no-go threshold capacity between 45,000–60,000 tpy, depending on the size, alloy, and cast ingot length. Small diameter VDC centers are disadvantaged by high operational costs and low capacity output. Additional tooling systems with new diameters tailored to specific alloys only increase the capital burden of a large system without necessarily changing the output.
Conventional HDC casting machines equipped with multiple strand casting gang molds being fed molten aluminum from a common tundish are generally configured so multiples of 9–12 or more billets are cast at a time. Changes in size are accomplished by changing the gang mold. As casting speeds are principally diameter and alloy specific, gang molds are generally manufactured with multiple strands of the same diameter mold, encouraging batch sizes to be determined by the furnace capacity or diameter, which is counter to the flexibility that small production runs require.
While these VDC and HDC technologies are efficient at producing a large volume of material of a single diameter or alloy, the inventoried working capital can increase the overall process costs. To generate accurate economic models, care and attention should be given to the costs associated with casting pit excavation and crane costs, along with the elevated ceiling in cast log removal areas. While HDC systems do not traditionally require overhead cranes, they should not be omitted in this analysis, as heavy-duty cranes are required during maintenance sessions.
Liquid melt delivery and purification processing should be another key aspect of any proposed project under evaluation. Today’s commonly used equipment is targeted to refine or purify a specific mass or volumetric flow rate aimed at providing a molten stream at a commercially reasonable purity level or at a level fit for metallurgical purpose. Although furnace processing, combined with degassing and common filtration equipment do a great job in the commercial world today, there are always gaps, such as:
- Inclusion counts vary from time function, furnace bath depth, inclusions introduced in the molten metal distribution system, and refractory decomposition or oxide ingestion from surface exposure to atmospheric humidity.
- During the cool down of the metal delivery troughing refractory at the conclusion of the semi-continuous VDC cast, the refractory materials re-absorb atmospheric water vapor and reintroduce hydrogen into the next cycle’s liquid melt stream.
- Molten metal exiting the furnace is cooled as it navigates the cold troughing. The metal cools and enters the casting equipment at 25–30°C, a temperature colder than the furnace exit temperature. This difference remains throughout a large portion of the cast.
- Due to metal velocities and constant heat loss to additional casting machine refractory components, there is typically an additional 25–30°C difference across the machine.
Execution and Start Up
Since BF-AT had experience in using the Novelis Flextreme technology in producing HCM at their existing forging facility (thanks to the 2008 expansion), the company was able to complete a detailed investigation to assess the technological advancements of this process compared to traditional VDC and HDC casting technologies. The results of this analysis led to the eventual execution and startup of the 2018 expansion project.
Environment
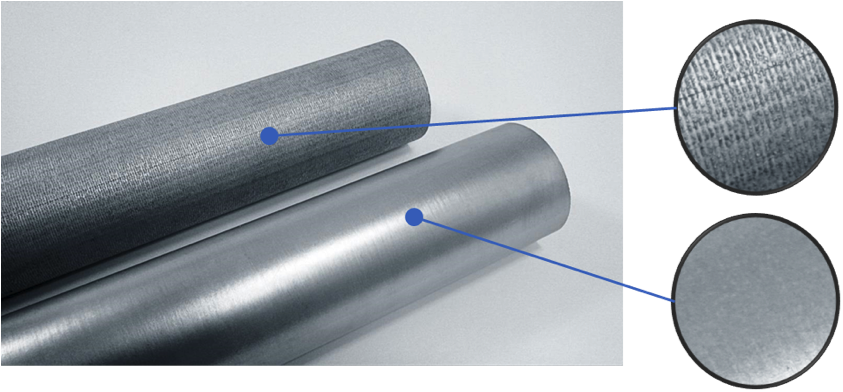
When compared to more traditional production routes—which involved scrap plus prime charge, melting, casting, homogenization followed by extrusion with shipping to the forger—analysis found a reduced carbon footprint of 40% per kg could be achieved by adopting Flextreme technology and processing the forging scrap at the forger. Experience with small diameter material cast with the VDC and the HDC process had taught BF-AT that this material needs an homogenization step and cast surface scalping or peeling step (Figure 3). Compared to the other technologies, the BF-AT HCM forging stock results in very little casting process related scrap.
Operator Safety
One key to safe operation in casting is the capability to measure or search for defects during the casting process and bring a resolving action to the machine. Performing this with a large capacity VDC billet casting table or an HDC machine casting multiple strands with gang molds can be a challenge. Flextreme technology resolves this issue via a single strand control that makes the starting and ending periods easy to automate, while giving an engineer seemingly infinite opportunities to introduce remote sensors tied to a correction loop, removing further operator exposure.
Metallurgy and Process
The start and ending sequence of any casting process is critical from a safety and quality perspective. Therefore, automation and control are key in separating operators from high-risk situations. Most of the issues encountered involve the periods where molten aluminum and water may or could be present at the same time. Once understood, the automation can address potential hazards to minimize risk and operator exposure. Mechanical dams in the trough ahead of the machine can easily be automated and remotely actuated. Flextreme technology has documented this sequencing in their U.S. patent,1 which ties an automated molten metal dam to water control aimed at eliminating any possibility of water being in the mold cavity with molten metal.
Steady state defects involving blebs or minor bleed outs can also be sensed in normal operation. Thus, motion or audible sensors can easily be tied to termination or corrective subroutines.2 The same can be done for hot tears or centerline cracking by using ultrasonic sensors and speed or water controlling subroutines in the logic, eliminating any need for human intervention at the machine.
Often, a direct flame is used to preheat refractory during dry out following installation. Unfortunately, flame temperature is generally above one of the many reaction temperature thresholds for oxides of aluminum (alumina), silicon (silica), and magnesium (magnesia), which serve as the building block materials in today’s pre-cast metal delivery systems.
Oxides, on contact with the naturally reactive molten metal, often create inclusions or agglomerates, which if they make their way to an automobile, will lead to premature or unexpected component failure. Thus, metal distribution on refractory surfaces that will be in contact with the melt should receive extra attention during the dry out and pre-heat stages and between casts. Novelis provided the choice of materials and heating technologies, supplying an indirect heated system designed to the company’s specifications. This system is fairly well documented in U.S. patents,3-9 which resolved most all the concerns that BF-AT had. This included the company’s desire to transfer the molten metal in the facility under a controlled non-oxidizing gas.10
Capital Expenditure
To facilitate a reasonably trouble-free start and ramp up, Novelis hot tested each of the new Flextreme machines with molten metal at the factory, as a Factory Acceptance Test (FAT), but under BF-AT’s supervision. After these machines arrived at the facility, support was available to ensure placement and installation along with the necessary start up assistance. The machines installed during the earlier 2008 expansion (Figure 4) also provided a marvelous operator training location prior to relocation in the new facility. The Flextreme equipment installed and operated for several years at BF-AT remained in pristine condition and needed only minor maintenance and tune up prior to installation at the new facility.
While the 2018 furnace selection was based somewhat on the same technology that was moved from the earlier installations at BF-AT, additional melting capacity was purchased in order to balance the new solidification capacity of the Novelis Flextreme equipment. The combined nameplate melting capacity was 15 tph, slightly over the solidification process capacity.
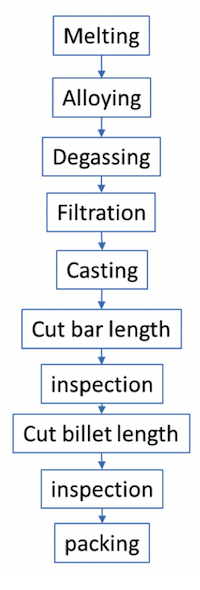
With the increase in capacity compared to the earlier installation, BF-AT purchased and installed additional inspection and sawing equipment. The new equipment fits well into the optimized process they have developed (Figure 5), including ancillary items to balance the increase in capacity in regards to spare parts, laboratory, and mold shop. Ramp up to the new capacity (nearly complete) was accomplished without compromise to material quality nor customer capacity quality as outlined in a 2018 paper.11
Conclusion
After 24 months and the many supplier partners giving diligence and attention to timelines with a common goal, the facility was commissioned, including all equipment engineered and installed to complete the project vision. The first cast in the new facility was in mid-August of 2019 and the equipment commissioning was completed by the end of October 2019. With this expansion, which is expected to be running at full capacity by the end of the first quarter 2020, Bharat Forge Aluminiumtechnik takes its place as one of the most environmentally friendly, yet flexible, forging stock producers in the world.
References
- Salee, D.A., et al., U.S. Patent 7004229, Method and apparatus for starting and stopping a horizontal casting machine, 2006.
- Bowles, W.L., et al., U.S. Patent 7028750, Apparatus and method for horizontal casting and cutting of metal billets, 2006.
- Bischoff, T.F., et al., U.S. Patent 7608302, Method for suppressing reaction of molten metals with refractory materials, 2009.
- Reeves, E.W., et al., U.S. Patent 8945465, Compressive rod assembly for molten metal containment structure, 2015.
- Reeves, E.W., et al., U.S. Patent 8657164, Molten metal leakage confinement and thermal optimization in vessels used for containing molten metal, 2014.
- Reeves, E.W., et al., U.S. Patent 9297584, Molten metal leakage confinement and thermal optimization in vessels used for containing molten metals, 2016.
- Boorman, J.E., et al., U.S. Patent 9375784, Method of forming sealed refractory joints in metal-containment vessels for containing molten metal, 2016.
- Reeves, E.W., et al., U.S. Patent 9498821, Molten metal-containing vessel and methods of producing same, 2016.
- Reeves, E.W., et al., U.S. Patent 10012443, Molten metal leakage confinement and thermal optimization in vessels used for containing molten metals, 2018.
- Reeves, E.W., U.S. Patent 8883071, Molten metal containment structure having movable cover, 2014.
- Muller, L. and Betts, B., “Robustness of Forged Part Mechanical Properties to Casting, Forging and Heat-Treating Process Variation,” TMS 2018, pp. 929-936.
Editor’s Note: This article first appeared in the February 2020 issue of Light Metal Age. To receive the current issue, please subscribe.